Validación y medición en Cimatron
Haber terminado un mecanizado de una pieza, del tamaño o material que sea, bien sea un electrodo, bien sea un molde de conformado en caliente, una pala de una hélice de un barco o cualquier otra cosa, no significa que el trabajo se haya acabado con éxito. Antes hay que validar los resultados.
Esta validación bien se hace con las habituales máquinas de medición y también, en muchas ocasiones, sobre la propia máquina con una sonda de medición adaptada, bien porque aprovechando la situación de haber terminado y conocer todos los parámetros del entorno, o bien porque al terminar, el volver a manipular la pieza con la que se está trabajando, por volumen, peso, geometría,... es complejo y el efectuar una programación sobre la propia pieza posicionada facilita considerablemente dicha labor de validación.
Es también obligado recordarnos a todos que este es una aspecto a menudo obviado cuando estamos trabajando con sistemas de CAD/CAM y que el facilitar una herramienta de medida de características y validación de nuestras piezas mecanizadas es muchas veces, más que importante, imprescindible.

Elementos de las máquinas de medición
Las máquinas de medición por coordenadas se componen de cuatro elementos:
- Estructura mecánica de alta precisión: una unidad de operación que se controla de forma automática o digital. Esta unidad puede situar el elemento sensorial en cualquier punto dentro de su volumen de trabajo de un modo repetible.
- Manejo de datos y sistema de control: sistema informático, normalmente con una arquitectura distribuida para controlar las actividades dinámicas de la CMM y para la toma de datos.
- Software CMM: es el sistema operativo de la CMM, permite controlar la dinámica, la programación y la comunicación entre la CMM y el exterior. A una CMM se le pueden introducir paquetes de aplicaciones de software específicas que junto con el software de la CMM se pueden llevar a cabo aplicaciones como es la medición de engranajes, alabes de turbina, etc.
- Sensores: Sofisticados elementos mecánico-electrónicos o óptico-electrónicos que registran las coordenadas de los puntos de la superficie de la pieza que se tiene que medir. El sensor puede entrar en contacto con la pieza (palpador) o no (sensor de medición sin contacto).

Fresadora como elemento de medición
La idea, en nuestro caso, es tanto sustituir el software de medición, a la hora de programar todo el proceso de metrología y referir informes, como a incluir la posibilidad de utilizar la misma fresadora, con la sonda apropiada, como elemento estructural de alta precisión a la hora de medir.
La estructura mecánica de una máquina de medición por coordenadas es, en la mayoría de casos, la representación física de un "Sistema de Referencia Cartesiana" en el que cada uno de los ejes representa uno de los ejes X,Y y Z del propio sistema de referencia. Cada eje se puede mover con relación a los otros y se centran en una regla de modo que en cualquier momento se pueda observar su posición respecto al origen del sistema de referencia. Si el origen es el mismo para los tres ejes y un punto se describe según su origen, la posición de este punto en el espacio se puede conocer según el valor de las tres coordenadas X, Y y Z indicadas por las reglas de los tres ejes de la máquina. Además, si el punto corresponde a un punto característico del sensor, por ejemplo, el centro de la bola del palpador, entonces se puede saber la posición del sensor en el espacio y se puede registrar en cualquier momento con la expresión X(valor), Y (valor) y Z (valor).
En un sensor táctil la punta está normalmente formada por una esfera de material duro con un nivel muy bajo de error. En las mediciones táctiles la punta del sensor entra en contacto con la pieza que se tiene que medir para detectar la posición del punto que se ha tomado.
Si se conoce la posición en el espacio del centro de la punta así como su diámetro dinámico, entonces se pueden calcular las coordenadas de los puntos que se han tomado.
Para entender mejor el principio básico, el ejemplo que se muestra en la figura "1" representa la compensación en uno de los ejes de la pieza, esta compensación funciona en piezas designadas de "geometría simple" por su forma. En el caso de piezas de "geometría compleja", la compensación se tendrá que hacer en el punto perpendicular y tangente al punto que se ha tomado, sin embargo, el principio de lectura es siempre el mismo, y esto permite integrar de una manera muy simple y efectiva este proceso de medición en el mismo entorno CAD/CAM que se encargó de diseñar, manipular y generar los programas CN para su construcción.
Programar la medición volumétrica y dimensional
Desde Cimatron es posible programar la medición volumétrica y dimensional de determinadas características, tanto en una máquina dedicada de medición de coordenadas como en una adaptación en fresadora con una sonda tipo Renishaw.
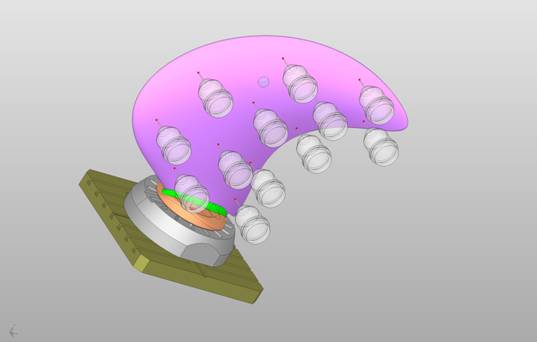
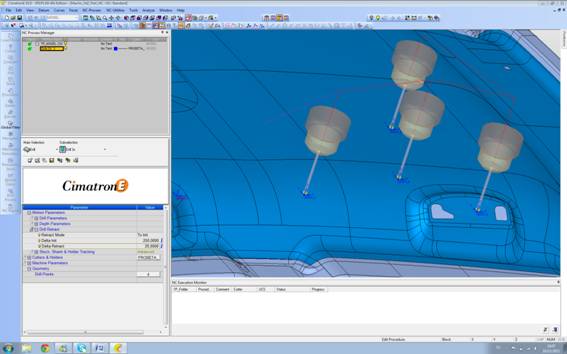
Debajo podemos ver una programación de puntos en el entorno Cimatron sobre una pala, montada en la estructura de la máquina de fresar.
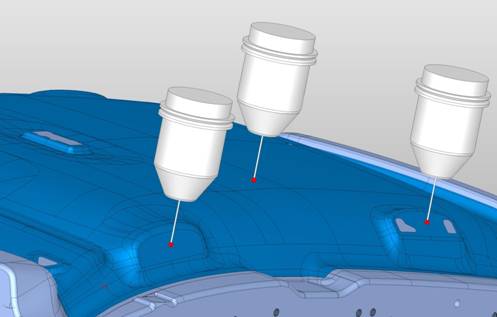
Y a continuación la programación de la verificación volumétrica del macho de un molde de estampación en caliente para techos, donde además hay que afectar las medidas del correspondiente factor de dilatación del material (aluminio en el mayor de los casos), ya que al trabajar en caliente, las dimensiones cambian considerablemente, al dilatarse en las condiciones propias de trabajo.
De facto la programación de la medición es factible, tanto desde una aproximación en 3X como una aproximación en 5X, con una adaptación en los postprocesadores y sus ciclos estándar a ciclos de medición, según se trate de medición volumétrica, elementos específicos, como cilindros, agujeros, cajeras, etc..., y su posterior manipulación en ficheros EXCEL o HTML ad-hoc.
La programación conlleva tres fases:
- Configuración del tipo de sonda y obtención de las mediciones esperadas para los puntos señalados.
- La programación de la máquina NC (configurada como CMM) o de la propia máquina CMM para que nos facilite el fichero de mediciones (como lista de puntos medidos)
- La incorporación de estos datos a una programación automática EXCEL o HTML que configura el informe de manera automática.
Fases de la programación
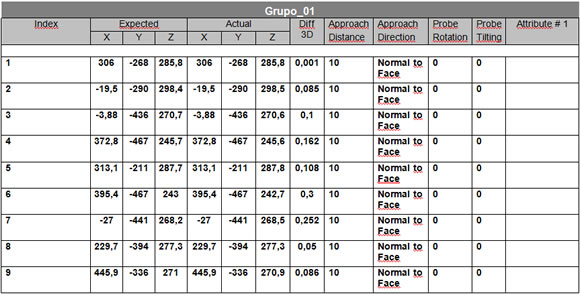
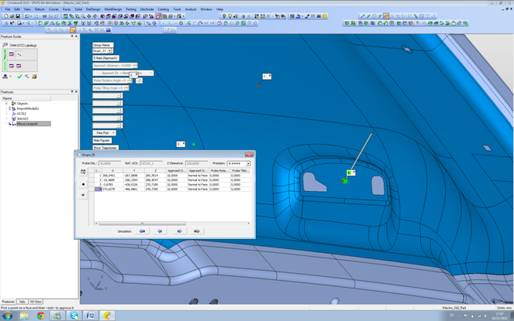
Donde vemos la definición de los puntos, sus direcciones de aproximación en 3X o 5X y observamos las medidas teóricas esperadas que se reflejarán en el informe de medición.
Esto se corresponde con la programación de los ciclos de medición volumétrica de los puntos señalados y a continuación podremos ver la programación con sus trayectorias adaptadas.
Y su correspondiente programación de sonda, en este caso para un control SELCA con sonda Renishaw.
Una vez que hemos obtenido el fichero de medición, que nos devolverá la máquina de medir o el propio control CNC en un formato legible, probablemente ASCII, esta información puede ser introducida en el informe que de manera automática nos permite obtener CimatronE:
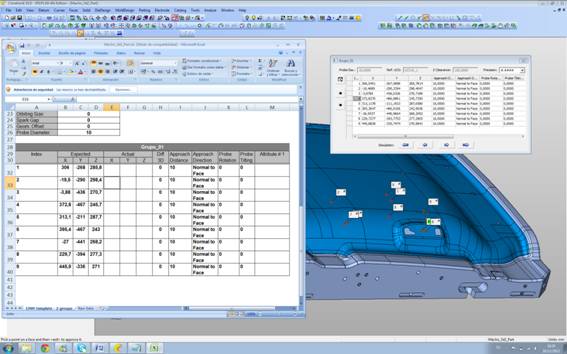
En el que simplemente se han de introducir la lista de valores (con un "corta pega") que nos devolvieron bien la máquina CMM, bien el CNC de la máquina. La programación de combinada de la medición y de la página EXCEL nos va a permitir configurar cualquier medición de los elementos que concibamos.
Abajo podemos ver el resultado una vez introducidos los datos de la medición.
En muchos casos la medición, por comodidad, se realiza sobre la propia máquina. Es justamente en estos casos donde una programación a medida para los ciclos de verificación, acompañados de una adaptación, también a medida, de las tablas excel o ficheros html para el informe de verificación, hacen que el aumento de productividad en estas labores de validación sea mucho más que importante, facilitando y automatizando una labor muchas veces ingrata y tediosa.
Si bien la programación de la medición será una adaptación o un postprocesador específico, la programación de las tablas o ficheros html son fácilmente abordables con un mínimo de conocimientos informáticos.
Si nos lo hemos planteado alguna vez, es una posibilidad a considerar.
Cimatron incorpora el gestor de trayectorias de mecanizado VoluMill para ofrecer a sus usuarios nuevas posibilidades de reducción de tiempos y optimización de los mecanizados y mayor duración de sus máquinas y herramientas.